-

安科瑞电子商务(上海)有限公司
主营:餐饮油烟智能在线监测系统,电动机智能保护装置,电瓶车智能充电管理系统,工业能耗监测系统,弧光保护装置,数显温湿度控制器

安科瑞电子商务(上海)有限公司
主营:餐饮油烟智能在线监测系统,电动机智能保护装置,电瓶车智能充电管理系统,工业能耗监测系统,弧光保护装置,数显温湿度控制器 12
12
安科瑞电气股份有限公司2007年在江苏江阴的生产基地建成投产,一期工厂厂房面积10000平方米,是智能电力仪表行业中一家采用无铅化SMT生产工艺的企业,为公司产品产业化、规模化实施提供了**。2010年3月,公司技改,将车间进行防静电改造,使生产环境进一步提升,同时,在生产上引进MES管理系统,每道工序都进行条形码扫描,使整个生产进度和过程都得到了控制。基本实现了无纸化管理,节约了生产成本,提高了管理效率。
直流电机的调速方法
转速计算公式如下:n=(U-IR)/Kφ,其中U为电枢端电压,I为电枢电流,R为电枢电路总电阻,φ为每极磁通量,K为电动机结构参数。可以看出,转速和U、I有关,并且可控量只有这两个,我们可以通过调节这两个量来改变转速。我们知道,I可以通过改变电压进行改变,而我们常提到的PWM控制也就是用来调节电压波形的常用方法,这里我们也就是用PWM控制来进行电机转速调节的。通过单片机输出一定频率的方波,方波的占空比大小平均电压的大小,也决定了电机的转速大小
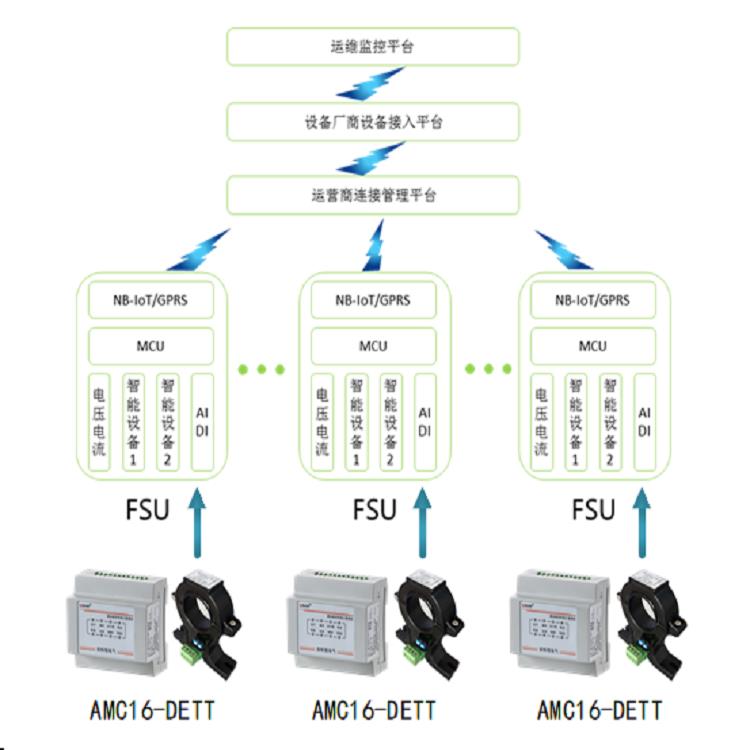
基站智慧用电解决方案
1 相关人员行为对应人员会依靠基站的供电系统,私自接搭自用设备。2 基站数量大,运维负担重、效率低
2 现有的基站供电系统依然无法满足用户对智能化、信息化、可视化、维护简便等的日益增加的需求,对系统中蓄电池的故障隐患等没有预先感知和判断,需要运维人员不断的到现场进行运维服务,运维效率低。
3 非生产能耗居高不下
据统计分析,平均每个基站空调的电费支出约占整个基站电费支出的54%左右,空调成为基站机房中的主要耗电设备。
4 系统联动性差
无法远程控制基站设备和线路,线路出现故障时无法时间通知相应人员并采取措施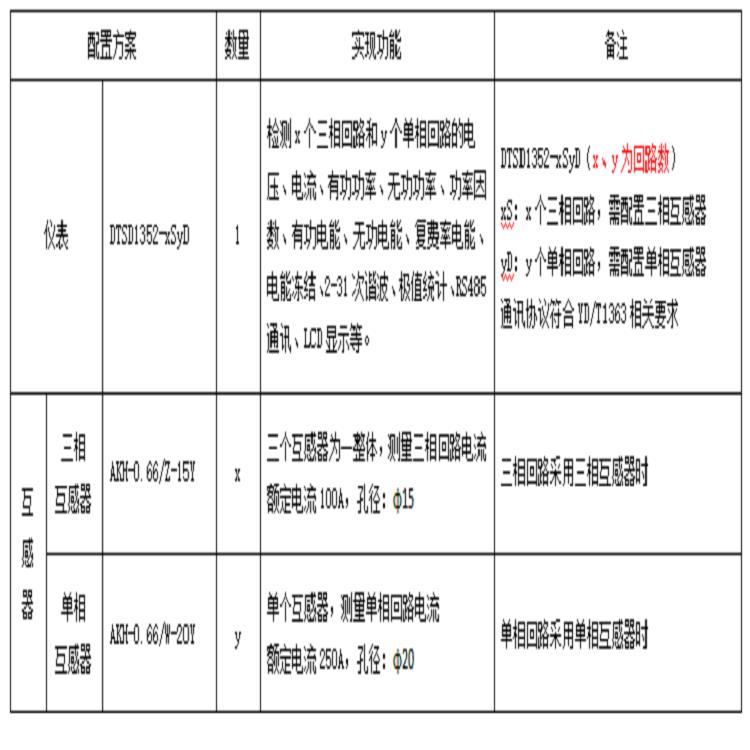
直流电机的工作原理
如果去掉原动机,并给两个电刷加上直流电源,则有直流电流从电刷 A 流入,经过线圈abcd,从电刷 B 流出,根据电磁力定律,载流导体ab和cd收到电磁力的作用,其方向可由左手定则判定,两段导体受到的力形成了一个转矩,使得转子逆时针转动。如果转子转到如上图(b)所示的位置,电刷 A 和换向片2接触,电刷 B 和换向片1接触,直流电流从电刷 A 流入,在线圈中的流动方向是dcba,从电刷 B 流出。
此时载流导体ab和cd受到电磁力的作用方向同样可由左手定则判定,它们产生的转矩仍然使得转子逆时针转动。这就是直流电动机的工作原理。外加的电源是直流的,但由于电刷和换向片的作用,在线圈中流过的电流是交流的,其产生的转矩的方向却是不变的。
实用中的直流电动机转子上的绕组也不是由一个线圈构成,同样是由多个线圈连接而成,以减少电动机电磁转矩的波动,绕组形式同发电机。
将直流电动机的工作原理归结如下:
将直流电源通过电刷接通电枢绕组,使电枢导体有电流流过。
电机内部有磁场存在。
载流的转子(即电枢)导体将受到电磁力 f 的作用 f=Blia (左手定则)
所有导体产生的电磁力作用于转子,使转子以n(转/分)旋转,以便拖动机械负载。
主要功能
设备信息管理
对设备可以设置对应的进线和出线关系,来对每一个基站的使用功率进行实时监测,可以分析基站的使用负载。从而可以分析不同区域的基站使用情况。